© 2012 Інститут імпульсних процесів і технологій НАН України.
Усі права захищені.
ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЕСІВ І ТЕХНОЛОГІЙ
НАН УКРАЇНИ
ЗВАРЮВАННЯ РІЗНОРІДНИХ МЕТАЛІВ У ТВЕРДОМУ СТАНІ
З ВИКОРИСТАННЯМ ДОЗОВАНОЇ ВИСОКОІНТЕНСИВНОЇ ЕЛЕКТРОІМПУЛЬСНОЇ ДІЇ
З ТЕХНОЛОГІЄЮ ПРЕСОВОТЕРМІЧНОГО ЕЛЕКТРОГІДРОІМПУЛЬСНОГО (ПТЕГ) ЗВАРЮВАННЯ
ВІСЕСИМЕТРИЧНИХ ВИРОБІВ ВИ МОЖЕТЕ ОЗНАЙОМИТИСЯ НА НАСТУПНІЙ СТОРІНЦІ НАШОГО САЙТУ
Технологія призначена для одержання зварних з'єднань із різнорідних металів у твердому стані внаслідок деформаційної або термодеформаційної дії на метали, що сполучаються.
У цей час розроблені та пропонуються для використання такі способи зварювання різнорідних металів у твердому стані з використанням дозованої електроімпульсної дії:
Зварювання високошвидкісним ударом (ВШУ) з використанням електровибуху провідника (ЕВП)
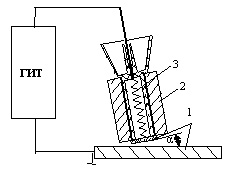
Зварювання високошвидкісним ударом (ВШУ), обумовленим електричним вибухом провідника (ЕВП), відноситься до способів зварювання тиском з високоінтенсивною силовою дією. При цьому для одержання якісних зварних з'єднань необхідно забезпечити умови косого співударяння з'єднуваних поверхонь, які можуть реалізовуватися або умовами розгону зварюваних деталей, або спеціальним розміщенням зварюваних поверхонь під кутом один до одного.
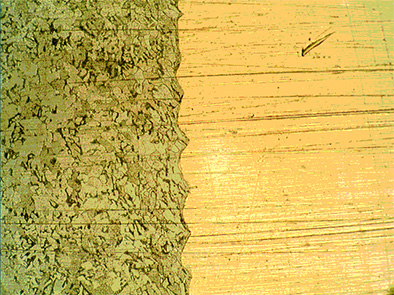
Характерною рисою зварних з'єднань, отриманих при косому співударянні, є хвилеподібний вигляд поверхні з'єднання, пов'язаний з перебігом пластичних деформацій.
Зближення зварюваних поверхонь під деяким кутом один до одного та співударяння з великою відносною швидкістю створює при достатній швидкості удару локальну зону контакту, в якій тиск у багато разів перевищує межу пластичності матеріалу, в результаті чого він здобуває властивості нестисливої рідини. При цьому створюються умови для викиду окісних плівок і забруднень зі зварюваних поверхонь у вигляді кумулятивної завіси та для інтенсивної сумісної пластичної деформації очищених поверхонь з утворенням між ними металевих зв'язків.
Для цього способу характерне одержання з'єднань з обмеженою контактною поверхнею.
Зварювання з використанням імпульсних струмів великої густини та підігрівом
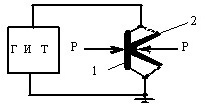
Зварювання металів у твердому стані з використанням імпульсів струму великої густини є різновидом зварювання тиском з підігрівом, у якому стиск зварюваних поверхонь і пластичне деформування приконтактних об'ємів здійснюється при температурі навколишнього середовища. Для інтенсифікації пластичного деформування металу на стадії утворення фізичного контакту через зону деформації
9 2 -4
пропускають імпульси струму густиною приблизно 10 А/м і тривалістю порядку 10 с. При цьому взаємна деформація поверхневого
рельєфу забезпечує досить щільний контакт зварюваних поверхонь, що дозволяє ізолювати їх від навколишнього середовища та створює
можливість при наступному нагріванні одержати зварне з'єднання за типом дифузійного без застосування спеціального захисту зварюваних
поверхонь від окиснення.
Эфективність
- одержання міцних з'єднань між різнорідними металами та сплавами;
- точність дозування енергії в широкому діапазоні регулювання.
Рекомендації для використання
Найбільш раціонально використовувати запропоновані способи зварювання у твердому стані для з'єднання різнорідних металів з обмеженою взаємною розчинністю.
Для здійснення зварювання ВШУ із застосуванням ЕВП рекомендується:
- як енергоджерело використовувати ГІТ із параметричного ряду, розробленого в ІІПТ НАН України з робочою напругою 50 кВ і необхідною енергоємністю (вибирається залежно від маси елемента, що метається);
- як робочий інструмент застосовувати уніфікований електровибуховий патрон, заповнений водою. При цьому діаметр гільзи ЕВП вибирається залежно від розмірів елемента, що метається;
- як вибуховий провідник використовувати алюмінієвий дротик з уніфікованим діаметром 0,8 мм у формі спіралі діаметром не менше 5 мм.
Параметри (початковий кут і зазор), що визначають взаємну початкову орієнтацію зварюваних поверхонь, вибираються експериментально, оскільки їх змінення дозволяє одержати зварне з'єднання з хвилеутворенням, яке є вигідною формою перетворення кінетичної енергії в роботу пластичної деформації, що характеризується суворою періодичністю та регулярністю залишкових напружень.
Для здійснення зварювання з використанням імпульсів струму великої густини рекомендується:
- як енергоджерело використовувати будь-який ГІТ із параметричного ряду, розробленого в ІІПТ НАН України, що забезпечує необхідну амплітуду густини струму з частотою не менше 10 кГц;
- як раціональна схема обробки рекомендується пропускати струм через зону деформації по одному металу, який має більший електроопір;
- діапазон змінення основних параметрів струму рекомендується вибирати за максимальною густиною струму з урахуванням скін-ефекту з
9 9 2 9 9 3
умови 1·10 ≤ J ≤ 2·10 А/мм і за питомою суммарною енергією обработки 0,6·10 ≤ q ≤ 1·10 Дж/м ;
m
- зварювальні поверхні перед зварюванням мають бути оброблені за класом чистоти від 5 до 8 за ДСТ 2789-73, очищені від бруду й окалини, а також знежирені;
- складання зразків робити в спеціальному пристосуванні, що забезпечує тиск стиснення в контактній зоні на рівні від 0,3 до 0,5 межі плинності менш міцного металу;
- пристосування зі стисненими в ньому заготовками встановити на діелектричну підставку, підключити одну із заготовок до виводів ГІТ і здійснювати обробку імпульсами струму, при цьому кількість імпульсів визначаєтья з умови забезпечення необхідної питомої енергії обробки в контактній зоні;
- термообробку проводити в електропечі будь-якого типу при температурі від 0,4 до 0,5 температури плавлення більш легкоплавкого матеріалу з витримкою часу не менше 1200 с.