© 2012 Інститут імпульсних процесів і технологій НАН України.
Усі права захищені.
ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЕСІВ І ТЕХНОЛОГІЙ
НАН УКРАЇНИ
ПРЕСОВОТЕРМІЧНЕ ЕЛЕКТРОГІДРОІМПУЛЬСНЕ (ПТЕГ) ЗВАРЮВАННЯ ВІСЕСИМЕТРИЧНИХ ВИРОБІВ
Технологія призначена для одержання високонадійних з'єднань вісесиметричних виробів із різнорідних металів, у тому числі труб із трубними ґратами теплообмінних апаратів за рахунок утворення металевих зв'язків між ними на площі більше половини їх контактної поверхні.
Сутність технології
Полягає у певному поєднанні операцій електрогідроімпульсного запресовування й термообробки, здійснюваних за допомогою відповідного обладнання, що випускається серійно. При цьому реалізується процес, подібний до процесу дифузійного зварювання, але без додатка зовнішнього тиску й захисту від навколишнього середовища.
При ПТЕГ зварюванні зближення поверхонь забезпечується як за рахунок короткочасного навантаження труби зсередини досить високим тиском (на рівні межі плинності), створюваним у результаті вибуху електричного провідника до нагрівання, так і внаслідок термічної активації процесів мікропластичного деформування металу в зоні контакту, що протікають під дією створюваних при запресовуванні залишкових мікро- і макронапружень.
Утворення натягу між трубою і трубними ґратами перешкоджає проникненню при наступному нагріванні між ними повітря, тобто створюються умови для автовакуумування замкнутого об'єму, що запобігають окисленню зварних поверхонь, сприяють самоочищенню поверхонь від оксидів і утворенню зварного з'єднання.
Експериментально встановлено, що при ПТЕГ зварюванні труб із трубними ґратами оксидні плівки в основному видаляються зі зварюваних поверхонь шляхом розчинення в основному металі при термообробці.
ЕГ запресовування труб у трубні ґрати здійснюють на електрогідроімпульсному обладнанні (ЕГ) моделей ТЕ223 і ТЕ226, технічні характеристики яких наведено нижче, із застосуванням поліетиленових електровибухових патронів.
Розроблено метод розрахункової оцінки можливості одержання зварних з'єднань залежно від геометричних розмірів, механічних властивостей і коефіцієнтів теплового розширення металів труби та трубних ґрат.
Визначено вимоги до параметрів деформаційного й термічного циклів ПТЕГ зварювання залежно від міцності та температури плавлення зварюваних металів .
Розроблено метод визначення енергетичних параметрів ПТЕГ зварювання залежно від геометричних і міцнісних характеристик труб і трубних ґрат.
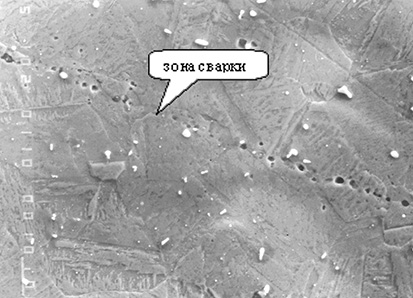
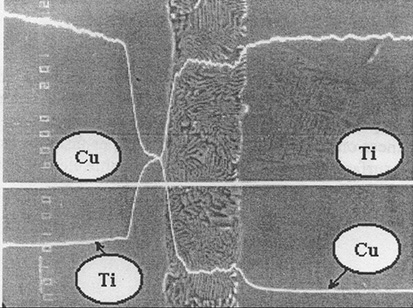
Експериментальна перевірка ПТЕГ зварювання показала можливість одержання якісних зварних з'єднань із різних сполучень матеріалів, нижче наведено мікроструктури зони зварювання з'єднань із високолегованих сталей і кольорових металів.
Переваги технології
- висока релаксаційна стійкість зварних з'єднань у процесі експлуатації;
- стабільно низький перехідний електричний опір внаслідок утворення зварного з'єднання по розвиненій поверхні;
- можливість вбудовування техпроцесу у вже працюючі виробничі лінії з виготовлення відповідального теплообмінного обладнання;;
- зниження залишкових напружень і підвищення пластичності металу завдяки термообробці.
Эфективність
- забезпечується утворення металевого зв'язку на площі від 60 до 100 % їх контактної поверхні;
- підвищення довговічності зварних з'єднань в умовах термоциклування в 3-5 разів;
- забезпечується висока якість з'єднань у компактних теплообмінних апаратах (ступінь перфорації трубних ґрат φ ≤ 1,3).
Рекомендації для використання
Технологія ПТЕГ зварювання рекомендується для використання при виготовленні високовідповідальних теплообмінних апаратів, що працюють у важких умовах під дією високих температур, різких теплозмінах, корозійно-активного середовища, вібраційних, ударних та інших змінних навантаженнях.
За можливостю одержання високонадійних з'єднань ПТЕГ зварювання не має альтернативи щодо виготовлення компактних теплообмінних апаратів високої інтенсивності, використовуваних у суднобудуванні.
Для оцінки переваг і можливостей ПТЕГ зварювання стосовно відомих методів одержання високощильних з'єднань труб із трубними ґратами їх конкретні показники наведено нижче в таблиці.
Апробація
Технологія ПТЕГ зварювання пройшла апробацію при виготовленні натурних трубчастих з'єднань "титан-мідь", поставлених АТ "Уралэлектромедь", м. Верхня Пишма Свердловської області, для катодних струмопідводів електролізерівв, а також на з'єднаннях парогенераторів ядерних установок БН-600 на швидких нейтронах, а саме на з'єднаннях труб розміром (16 х 2,5) мм із трубними ґратами затовки 185 мм.
Експериментальні дослідження проводили на 19-трубних моделях парогенераторів із трикутною розбивкою отворів діаметром 16,2±0,1 мм у трубних ґратах із кроком 28,0±0,1 мм. Матеріал трубних ґрат - кування зі сталі 10Х2М, труби - з тієї ж марки теплотривкої сталі перлітного класу.
Додаткову інформацію Ви зможете одержати за телефоном:
+38 (0512) 58-71-25